Электроды ОЗЛ-8 Плазма
Электроды ОЗЛ-8 Плазма предназначены для сварки аустенитных нержавеющих сталей типа 03Х18Н10, 08Х18Н10Т, AISI 304L, AISI 321, AISI 347 и т.п., чьи температуры использования не превышают 450C. Данные электроды подходят для сварки оборудования, резервуаров, цистерн и труб из нержавеющей стали для использования в пищевой, текстильной, нефтеперерабатывающей, питьевой, бумажной и фармацевтической промышленности, а также в автомобилестроении, общем и торговом машиностроении.
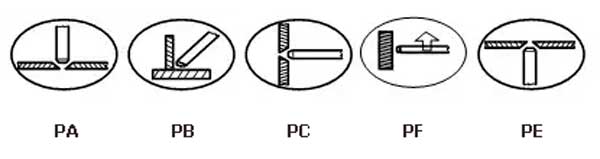
Схема - положения швов при сварке
Условия применения
Электроды применяются при сварке во всех пространственных положениях, кроме сверху вниз. Сварку рекомендуется выполнять при максимально возможной скорости без поперечных колебаний электрода.
Особые свойства
Электроды ОЗЛ-8 Плазма характеризуются хорошими сварочно-технологическими свойствами: незначительным разбрызгиванием, легким отделением шлаковой корки, стабильным горением дуги и отличным качеством шва.. Отличная коррозионная стойкость в окислительных средах и высокая стойкость к межкристаллитной коррозии.
Прокалка перед сваркой
При нормальных условиях хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка 350-370С в течение 60 мин., макс. 3 раза.
| Mn | Si | C | P | S | Cr | Ni | Cu | Mo |
| 2,0 | 1,0 | 0,04 | 0,03 | 0,025 | 18,0- 21,0 | 9- 11 | 0,75 | 0,75 |
| Временное сопротивление, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | Минимальная граница текучести, МПа |
| 510 | 30 | 70 | 320 |
Сварку проводить постоянным током обратной полярности «+» на электроде или переменном токе, от трансформатора с напряжением холостого ходу не менее 50В.
Содержание феритного числа в наплавленном металле -3-10 FN
| Диаметр, мм | Длина, мм | Сила сварочного тока, А | Количество электродов в пачке, шт. | Вес пачки, кг |
| 2,50 | 350 | 40-90 | 45-47 | 1 |
| 3,00 | 350 | 45-110 | 32-34 | 1 |
| 3,20 | 350 | 50-120 | 28-29 | 1 |
| 4,00 | 350 | 60-140 | 18-20 | 1 |





